

Many years ago, Airforce Airguns released the .45 caliber Texan. Nice looking rifle and a lot of power. Recently the .50 caliber was
introduced. Big bores are really taking off in the airgun shooting & hunting realm. I have always wanted a big bore. Unfortunately they are rather
expensive for the average person to get into but I am sure well worth the cost.
I have been fascinated with airguns since getting back into them in 2007 and I have spent considerable time studying what others are doing
with them. There are many airgun enthusiasts that have made some powerful and accurate rifles and will reach out to 200, 300 yards.
My enjoyment comes from making the rifle. Working out the details, learning, machining and the assembly. The reward comes when everything
is assembled and the rifle is able to be fired. Back in late 2015 I started really thinking about what it would take to make a big bore. Really
appreciated the 45 Texan and decided to model a rifle after the syle and function of the Texan.
The internet is flooded with airgun related content. Youtube, forums and many other sources. I was able to find some pictures of all the parts
used in the 45 Texan. Someone had badly damaged a Texan by trying to force the disassembly. Reviewing videos and the parts, I as able to draw a CAD
model of the rifle. It took a lot of effort to figure all the parts and the action, stroke of the levers. The end goal is to be able to create a lot
of power in the .308 with large grain pellets. In order to be able to achieve this it was suggested by a well known air rifle builder to use at least
a three inch travel for the hammer. Hammer travel along with hammer weight and a well designed valve will all play into the final energy created with each shot.
I started this project back in 2016. A lot has happened since then. Life gets busy and things were put on the "back burning". in 2017 I spent a lot of the summer working on the yard to lessen the maintenance required. No more bushes to trim! etc.
As mentioned above, I created a CAD model of the internal parts and trigger mechanisms. This provided a good understanding if how to make the parts.
For my projects, I am using a Grizzly mill/drill and a "import" 7X14 mini Lathe. For any machining that I cannot do on my own I have to source out or use a coworkers lathe. I bought the mill and lathe used from a gunsmith who was hardly using them. His real business was siding on houses and was making way more money doing that than fixing rifles. So I offered him half the cost of new and he took it.


I sourced materials from a large "metal supermarket". Here is the arrangment of the pieces in the positions the metals will be used. Aluminum and cold roll steel.

One of the first parts made were the two barrel spacers. The barrels are .308 and were made made for myself by a well known air rifle builder. He also supplied a pellet mold to go with the barrels. In addition he sent an extra barrel as a prototype. When the time comes, will have to compare the barrels performance.


The hammer, internal parts were made next. The spring I believe comes from a industrial supply store.

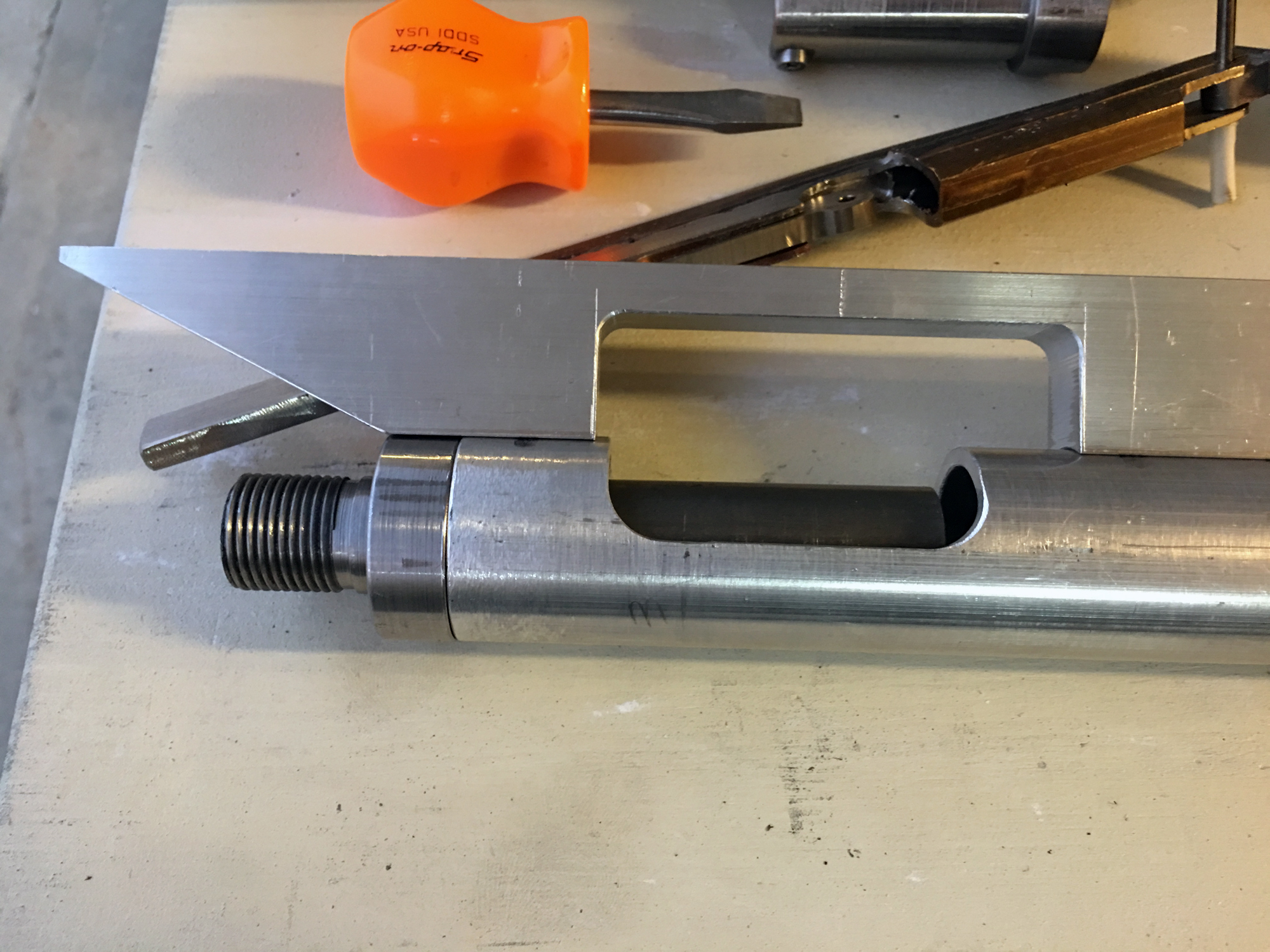
In this design the breech travels within a tube and is controlled by slots in the tubing. The screws hold the breech in place.

The outer aluminum tubing has an outside diameter of 1.250". For the top rail and trigger block to match the tubing diameter, the face needed to be milled with the same diameter. I didn't have a tool with that radii so I made an endmill to mill the radii onto each aluminum block. You can see here the radii is .625". About 20 years ago I made large radius gages on the wire EDM at the tool & die shop I was employed at.



The radii endmill was then heat treated and cleaned up. Watching videos of machinist and my background in tool & die pay off at times. The cutter worked rather well.



Various parts made and tested the fit.

Next up was making the trigger and sears. For prototyping I used what I had on hand. Had some lengths of stainless steel angle iron, 3/16. This stuff is not easy to mill. But it is tough and works well to testing. On the final parts, these will be made from A2 tool steel. There is not safety incorporated into the design and that will come. Not sure how I want the safety to function whether on the tripper or the sear. My thoughts gravitate towards place the safety on the sear that way if any fails the rifle cannot fire no matter what is done until the safety is released from the sear.



Parts are coming together. Over the years I collected broken carbide 1/8" endmill shanks. Great for scribers and now for acting as temporary pins while the trigger and sears are prototyped.

After getting to the point where the hammer could be cocked and the trigger pulled release the sear, I found out quickly that 1) The slots in the tube weren't long enough 2) the screws themselves where not strong enough even after heat treat.I made another set, heat treated and tempered the steel. So far this has seemed to hold up.

The linkage for the cocking arm was made from steel tubing I had. It wasn't strong enough in the end and that is why on the next picture, an additional metal bar was welded to it. Note the crappy weld using a flux-core welding wire. It welds but not clean like argon gas on a mig welder.


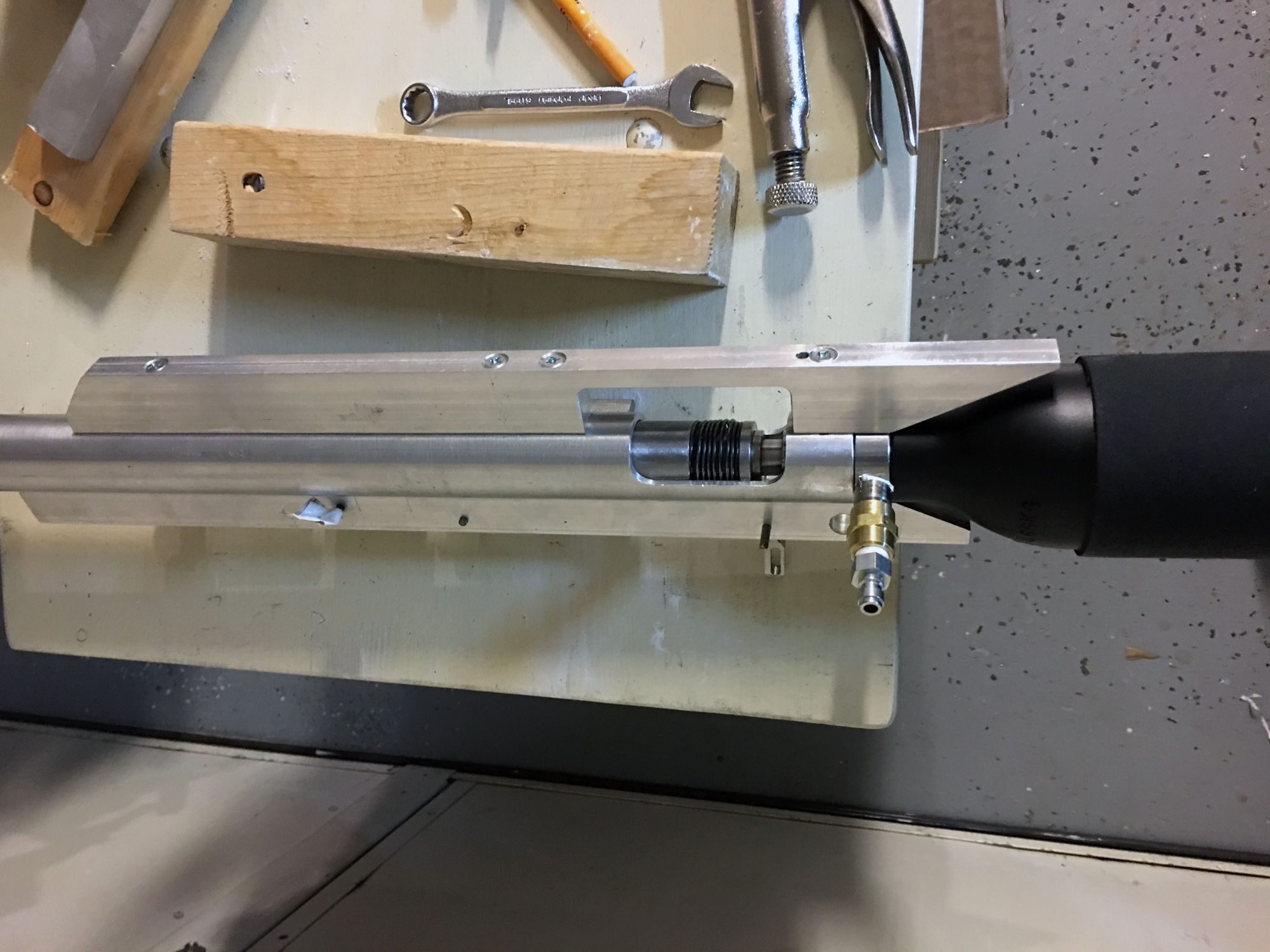
This was as far as I got on the project by August 26, 2017. Had the rifle cocking and trigger working. Below is a video of the action I posted on YouTube.
I wanted to get the rifle firing and by end of August, 2017 it took its first shot. After that, things go busy with other projects and I had to leave it for awhile.
More to come as I work on additional content.

